|
|
|
|
|
|
粒度——影响电镀砂轮工作效率和表面光洁度的重要因素
|
|
今天,东巨磨具店将谈谈粒度这个重要磨削参数。
什么是粒度?
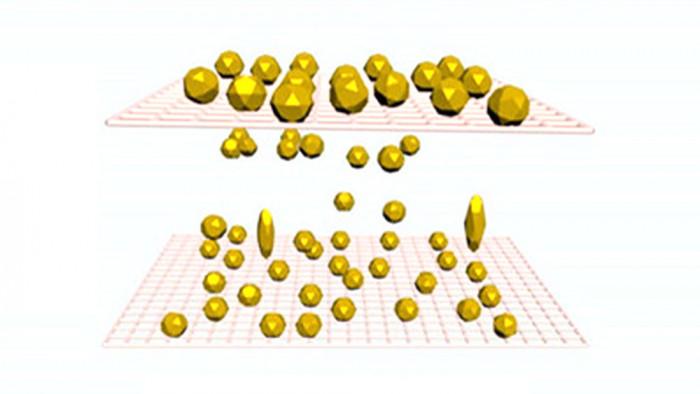
粒度是指磨粒的特定粒度。例如,粒度号60#表示磨料粒度可以通过每英寸60个孔的筛子。
磨粒传递通过一个seive
根据磨削的表面光洁度,可分为粗磨、精磨和抛光。
粗磨:主要用于去除大部分余量。由于其研磨效率高,所以放在 道工序中。
精磨:目的是能够保持最精确的几何形状和精细的裂纹深度,为抛光做准备。
抛光是 一道工序,目的是去除细磨和粗磨留下的碎环层,达到光滑的表面。
并非所有研磨都需要这三个步骤。有些可能只需要用一种粒度的砂轮抛光。如果要求更高,有的甚至需要三个以上的加工工序。
电镀砂轮如何选择磨料如何选择粒度粗细?
磨粒的选择主要考虑磨削效率和工件表面粗糙度要求。
一般可按以下原则选择砂粒。
(1)当工件的表面光洁度和精度要求较高时,应选用粒度较细的砂轮。如果生产效率要求高,光洁度不高,应选用粒度较粗的砂轮。
(2)电镀砂轮与工件接触面积较大,或磨削深度较大时,应选用粒度稍粗的砂轮,以减少发热量。
(3)磨削导热性差的材料或易受热变形、烧伤的工件时,粒度宜粗一些。
(4)磨削韧性金属或软金属(如黄铜、紫铜、软青铜等)时,砂轮容易堵塞。此时应选用粒度较粗的砂轮;反之,对于硬度高的材料(硬质合金除外),应选用粒度更细的砂轮。
(5)在刚性较好的磨床上加工时,可使用较粗的电镀砂轮。
(6)成形磨削时,若要砂轮工作面的保形性好,应选用较细的粒度。
关注东巨超硬磨具店 www.cbntool.cn ,你会得到更多磨削领域的干货。
|
|
|
|
|
|
|
|