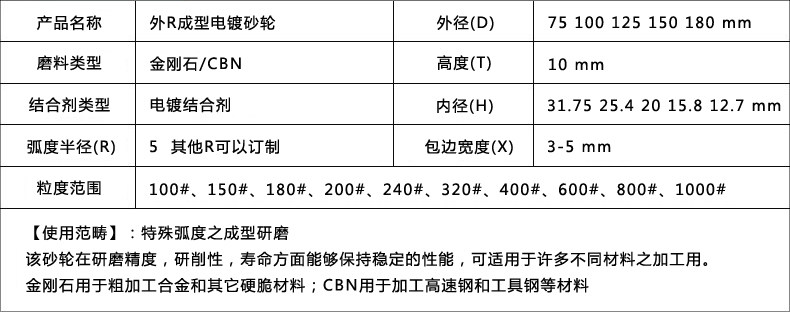
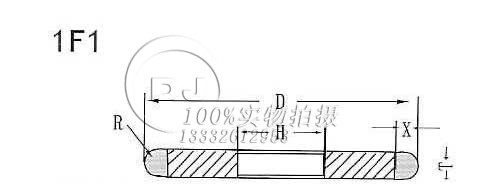
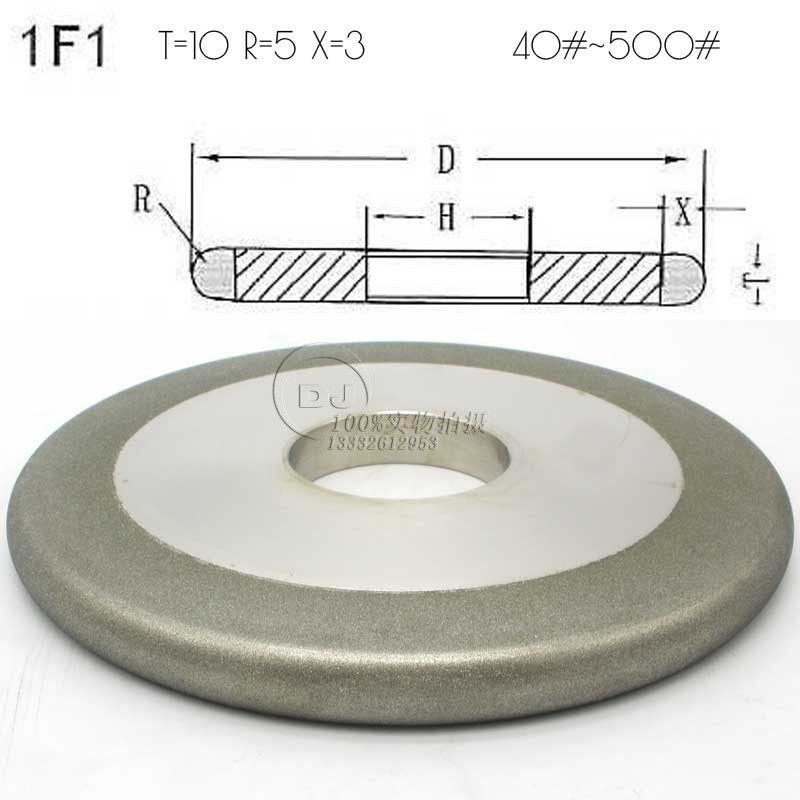
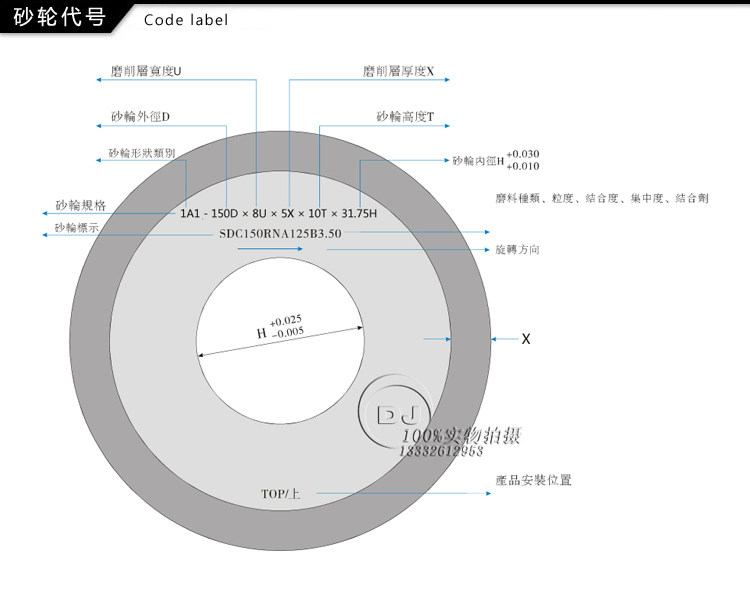
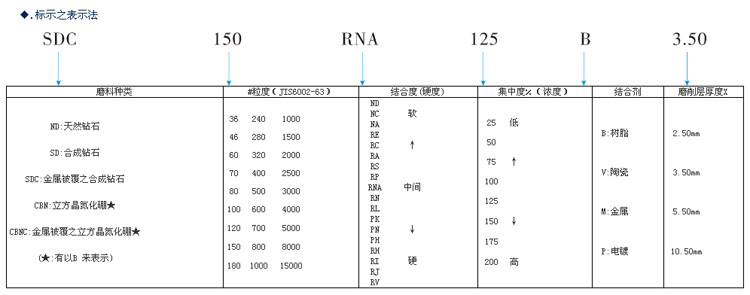
磨圓槽R角砂輪100D*10T*22H*5R*3X

產品描述


了解電鍍金剛石砂輪之前,我們先來看下何為電鍍?這道工序在電鍍金剛石工藝中叫上砂。
上砂有以下方法:
1.埋砂法:適合小而簡單的工件,比如磨頭、牙鑽等,方法是將工件基體不鍍部位絕緣,需鍍部位埋在砂中, 是垂直放置,尖頭不尖而有一定面積的,尖頭應該朝上,以便尖頭部位也能鍍上金剛石,還要注意砂層不要太厚,以便鍍液容易循環;
2.撒砂法:將需鍍表面朝上置於鍍液中,用小勺或移液管將砂撒到上面,要撒得薄而均勻,厚度一般1-2毫米即可,如果是園面或不只一個面,則上完一個面后轉動一定角度繼續上砂;
3.落砂法:實際上這是另一種撒砂法,就是將砂先放進鍍槽中,然後攪起,立即將工件放進去,砂自然沉降,落到需鍍的表面上,也可用工件本身攪拌,上下移動,攪起砂子,然後停止攪動,平放工件,砂沉降到工件上面。了解了電鍍的原理,下面我們來講下電鍍砂輪的構成:
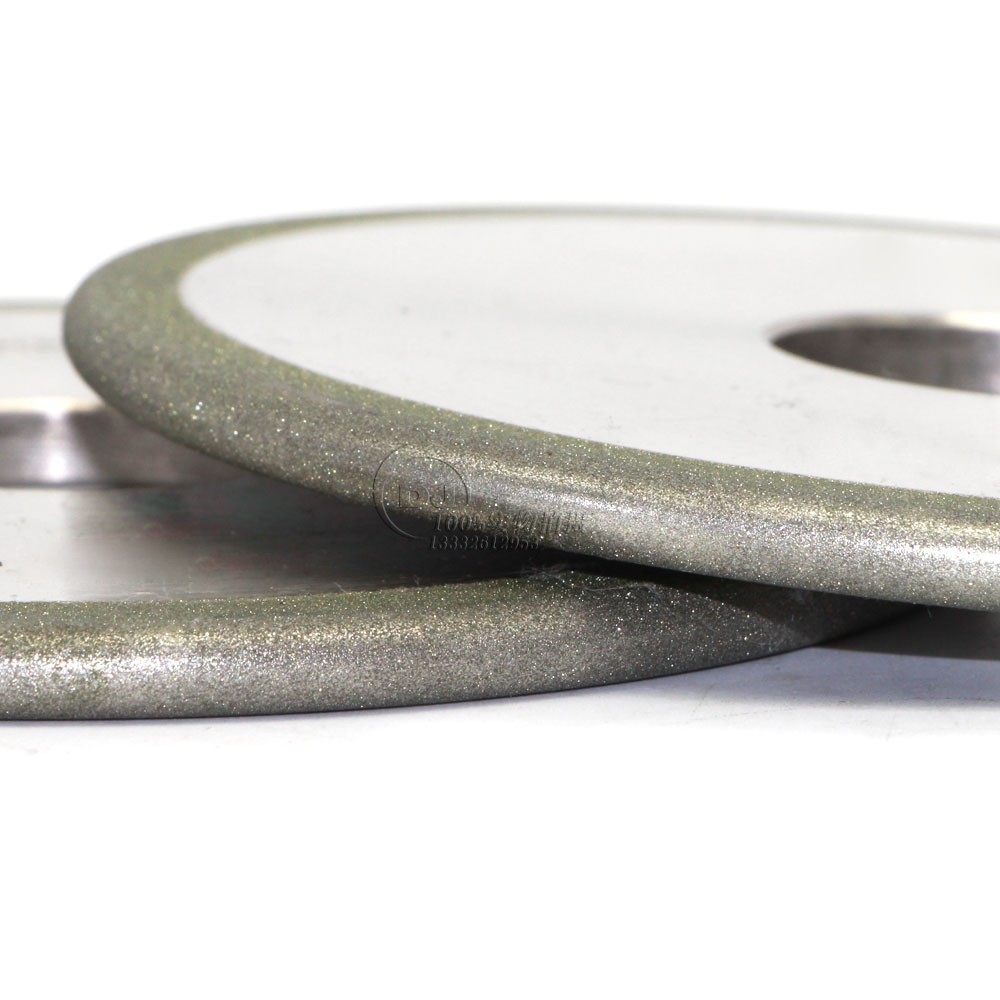
電鍍金剛石砂輪是用電化學法製作的金剛石砂輪.砂輪工作層含有金剛石磨粒,金剛石磨料被金屬結合劑粘結在基體上。首先沉積金屬結合劑的厚度為金剛石磨粒高度的20%(上砂),然後繼續用金屬結合劑把金剛石磨粒粘結(增厚),厚度約為磨粒高度的2/3。包括金剛石修整砂輪,磨削或切削用金剛石砂輪。
電鍍砂輪優點
①電鍍工藝簡單,投資少,製造方便;
②無需修整,使用方便;
③單層結構決定了它可以達到很高工作速度,現國外已高達250~300m/s;
④雖然只有單層金剛石,但仍有足夠壽命;
⑤對於精度要求較高滾輪砂輪,電鍍 製造方法。
正由於這些優勢,電鍍砂輪高速、超高速磨削佔據着無可爭議主導地位。電鍍金剛石砂輪存缺陷:鍍層金屬與基體及磨料結合面上並不存牢固化學冶金結合,磨料實際上只被機械包埋鑲嵌鍍層金屬,因而把持力小,金剛石顆粒負荷較重高效磨削易脫落(或鍍層成片剝落)而導致整體失效;為增加把持力就必須增加鍍層厚度,其結果磨粒裸露高度容屑空間減小,砂輪容易發生堵塞,散熱效果差,工件表面容易發生燒傷。
使用注意事項
側面磨削問題
在砂輪機的日常使用中,我們常常可以發現有的操作者不分砂輪機的種類、不分砂輪的種類,隨意地就使用砂輪的側面進行磨削,這是嚴重違反安全操作規程的違章操作行為。按規程用圓周表面做工作面的砂輪不宜使用側面進行磨削,這種砂輪的徑向強度較大,軸向強度很小,操作者用力過大時會造成砂輪破碎,甚至傷人,在實際的使用過程中應禁止這種行為。
正面操作問題
在日常的使用中,許多操作者總習慣正對着砂輪進行操作,原因是這個方向上能用上勁,其實這種行為是砂輪機操作中應特別禁止的行為。按操作規程,使用砂輪機磨削工件時,操作者應站在砂輪的側面,不得在砂輪的正面進行操作,以免砂輪出故障時,砂輪飛出或砂輪破碎飛出傷人。
用力操作問題
在砂輪機的使用時,有些操作者,尤其是年青的操作者,為求磨削的速度快,用力過大過猛,這是一種極不安全的操作行為。任何砂輪的平身都有一定的強度,這樣做很可能會造成砂輪的破碎,甚至是飛出傷人,也是一種應禁止的行為。
共同操作問題
在實際的日常操作中,也有這樣的情況發生,有人為趕生產任務、搶工作時間,兩人共用一台砂輪機同時操作,這是一種嚴重的違章操作行為,應嚴格禁止。一台砂輪機不夠用的時候,可以採用添加砂輪機的辦法解決, 不允許同時共用一台砂輪機。
重複翻新問題
鄭重提示:由於翻新的砂輪要先把表面的鍍層去掉,需放在藥水里浸泡,可能會引起的基體腐濁、變形、孔徑、過大等問題,若需方堅持以上情形可忽略而要求繼續鍍金剛石時,供方只負責鍍砂面的質量,其它問題不負責,包括(尺寸,同心度,等各方面精度)。
對於翻新砂輪,我司建議翻新次數不超過兩次 。
















產品圖片



