來圖訂製 修整蝸杆行業砂輪專用電鑄金剛石滾輪 電鍍結合劑

產品描述

來圖訂製 蝸杆行業螺紋磨砂輪專用 金剛石修整滾輪 電鍍法/燒結法 交期短 精度高

|
產品名稱 |
金剛石修整滾輪 |
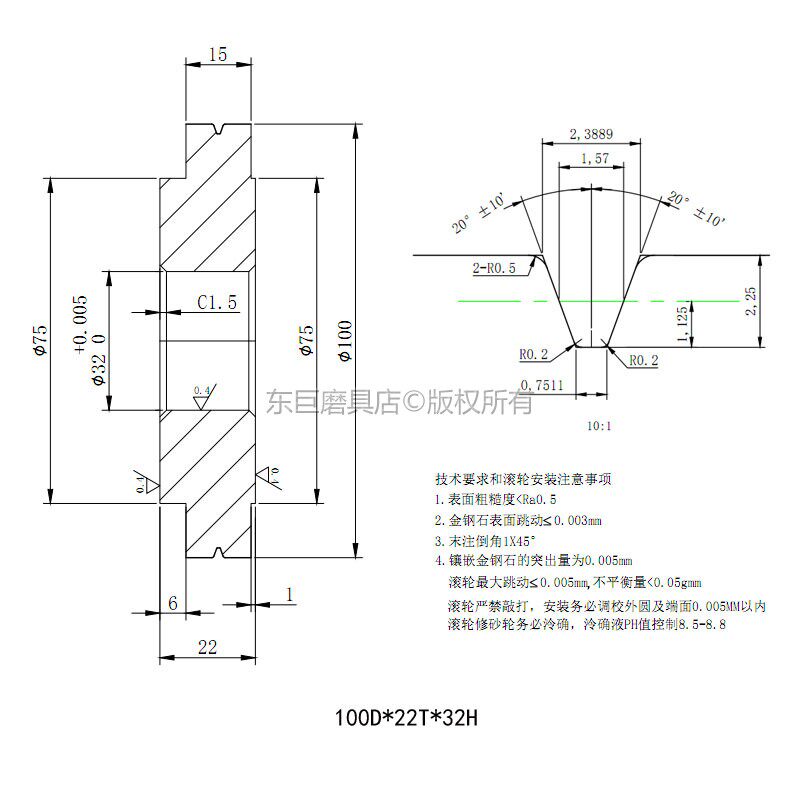
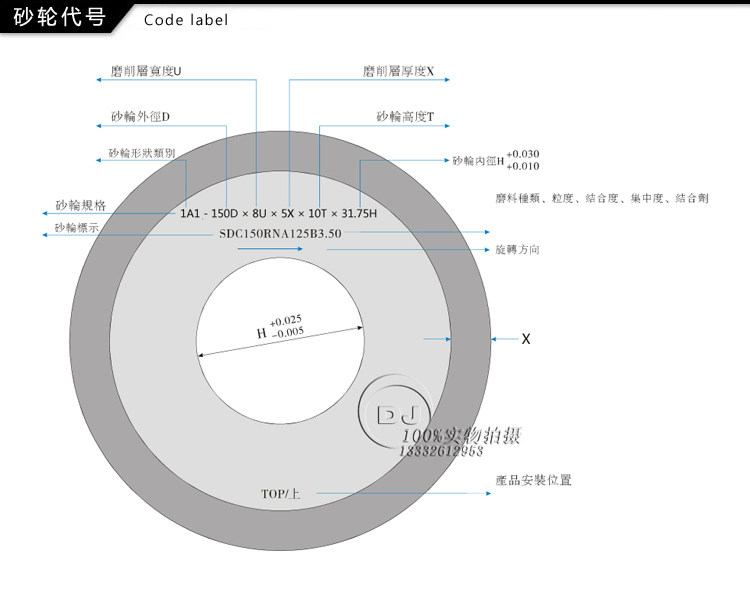
外徑(D) |
100 |
|
|
磨料類型 |
金剛石 |
高度(T) |
22 |
|
|
結合劑類型 |
內鍍法 |
內徑(H) |
32 |
|
|
成型角度(V) |
40 |
修整寬度(X) |
15 | |
|
修整粒度範圍(#) |
40# 60# 80# |
|||
|
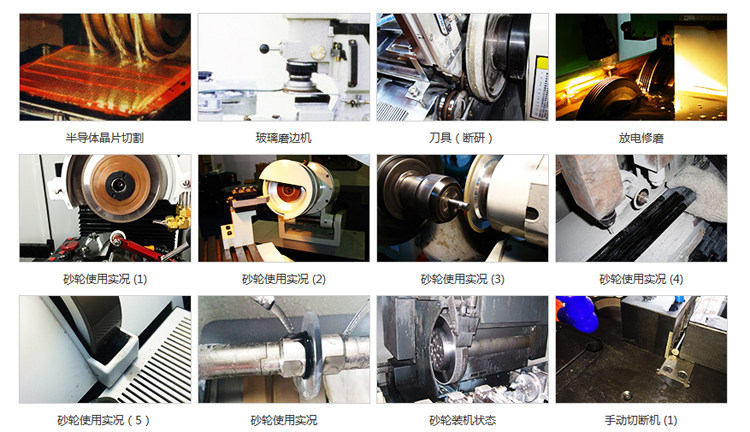
使用範疇: 金剛石滾輪修整普通陶瓷砂輪或CBN砂輪,砂輪成型后再磨削零件,從而將金剛石滾輪的外形輪廓及精度、尺寸通過砂輪複製到被加工的零件表面。其特點是機床操作簡單,對操作工人的技術要求不高,加工的產品精度一致性好,質量穩定,能顯著提高生產效率和產品質量,降低製造成本,容易實現磨削加工自動化。與傳統的單點金剛石筆修整相比,生產效率大幅度提高,且加工出的零件表面質量和精度更高,特別適合高精度、大批量生產中。
|
||||
























什麼是金剛石滾輪(修整輪)?
金剛石滾輪,是用於大批量成型磨削的專用機床和齒輪磨床加工的高效率、高壽命、低成本的砂輪修整工具。
金剛石滾輪的工作原理
通過安裝在磨床的修整裝置上,金剛石滾輪修整普通陶瓷砂輪或CBN砂輪,砂輪成型后再磨削零件,從而將金剛石滾輪的外形輪廓及精度、尺寸通過砂輪複製到被加工的零件表面。其特點是機床操作簡單,對操作工人的技術要求不高,加工的產品精度一致性好,質量穩定,能顯著提高生產效率和產品質量,降低製造成本,容易實現磨削加工自動化。與傳統的單點金剛石筆修整相比,生產效率大幅度提高,且加工出的零件表面質量和精度更高,特別適合高精度、大批量生產中。
滾輪使用注意事項
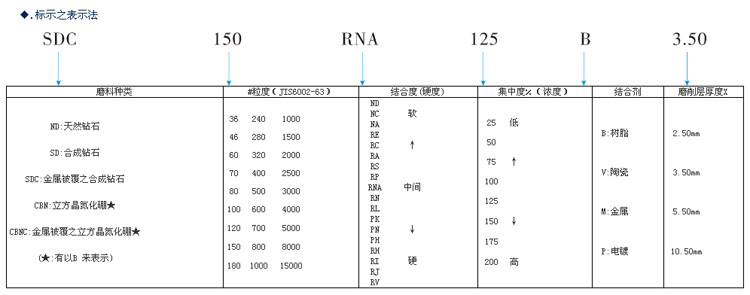
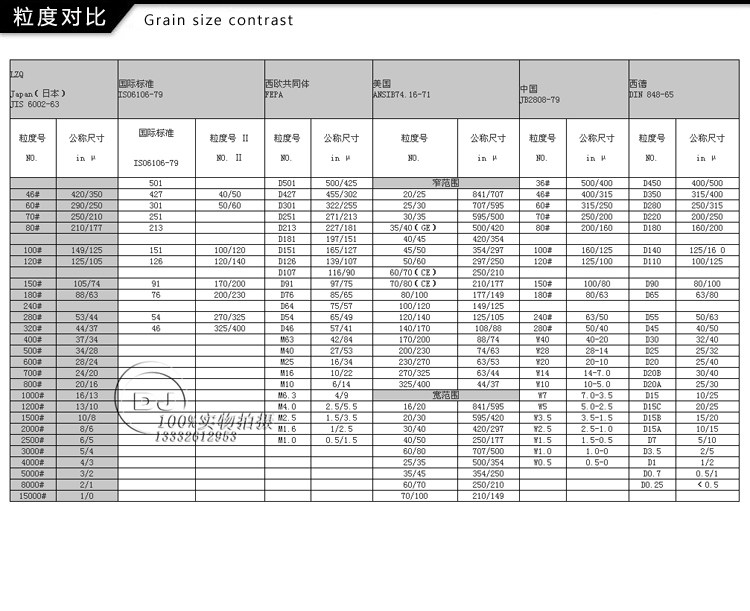
(1) 金剛石的粒度較被修整砂輪的粒度應粗一號,還要選擇金剛石顆粒尺寸接近一致,顆粒形狀近似球形,常用粒度為36 # ~100 # 。
(2) 通常採用滾輪與砂輪接觸點處線速度方向同向、滾輪線速度與砂輪線速度之比( qd 值) 取+ 0. 3~ + 0. 7 較好,不得超過+ 1;修整時滾輪切入量以砂輪每轉切入0. 5~1 μm 為宜,每次修整砂輪的總量應為0. 02~0. 04 mm;光修時間儘量壓縮。
(3) 金剛石滾輪的製造誤差應小於工件公差的1/ 2 左右,滾輪孔與安裝軸承的配合間隙為2~4 μm。
(4) 可採用天然或人造金剛石,人造金剛石必須採用高強度等級鑽石,如磨鋼專用金剛石SCD或高強度金剛石SMD。
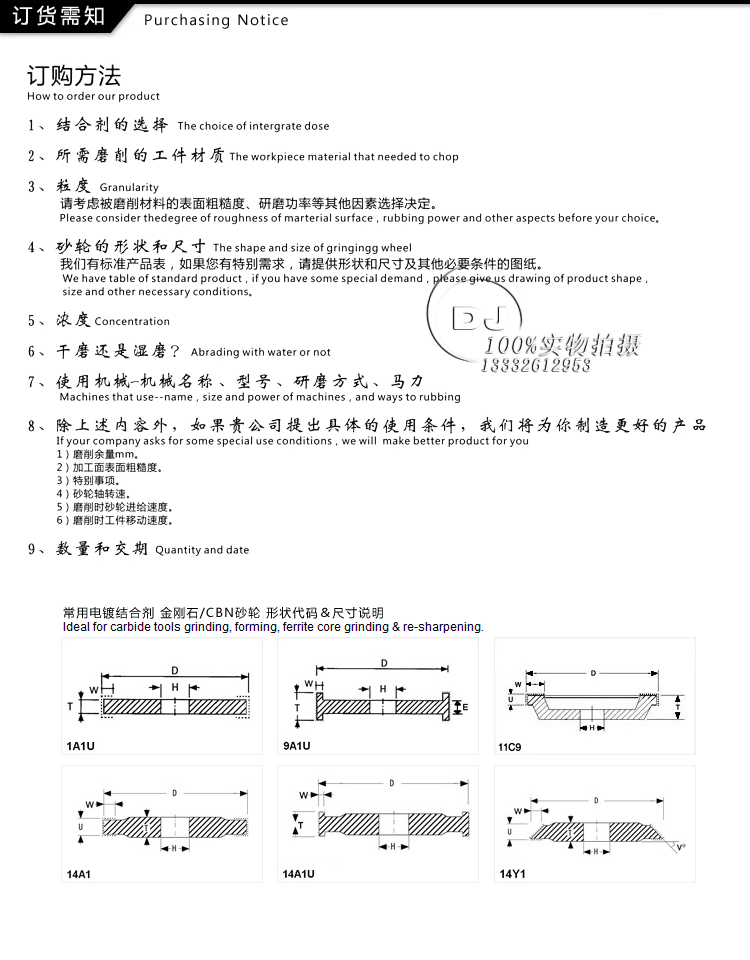
(5) 滾輪製造時,一般精度的滾輪可用外鍍法和燒結法,高精度和複雜型面滾輪應用內鍍法製造,同時進行磨削修整。
(6) 金剛石滾輪修整砂輪時必須遵守快進(不能碰上砂輪) →慢進(按需要的切入速度進給) →光修→退出的動作程序,不得錯步,否則滾輪壽命難以保証。
金剛石滾輪的類別
東巨磨具店的工程師介紹,砂輪修整是磨削加工中的關鍵,而金剛石滾輪是效率較高的修整砂輪的工具,目前常用的滾輪製作方法有兩種,一種是燒結的金剛石滾輪,還有一種是電鍍的金剛石滾輪。電鍍的金剛石滾輪製造工藝是各種製造方法中製造精度和製造型面複雜程度 的方法,其形面精度在0.005mm以上,通常採用內鍍法製作,它適合製造各種類型且複雜型面的工件。
燒結的金剛石滾輪相對於電鍍金剛石滾輪來說,質量也是不錯的,它採用的是人工植入金剛石顆粒,操作員用氣攝把金剛石一顆顆的按規則放好,然後再將基體整個鑲嵌, 再製作其它的工藝。我們一般在選擇加工超硬的材質時,一般我們優先使用燒結的金剛石滾輪來修整的,且燒結滾輪的壽命是優于電鍍滾輪的。






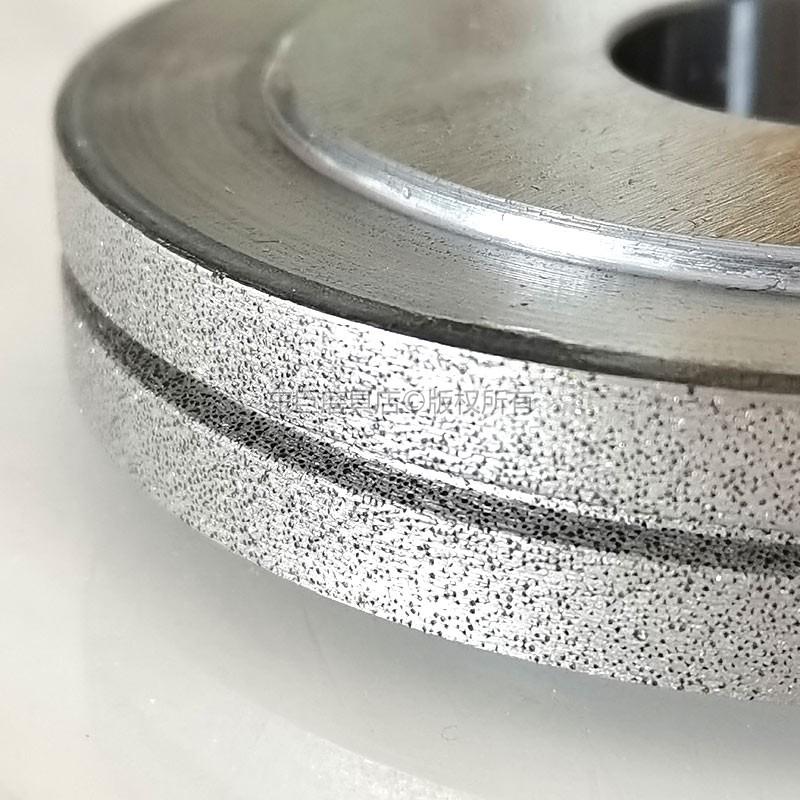
產品圖片