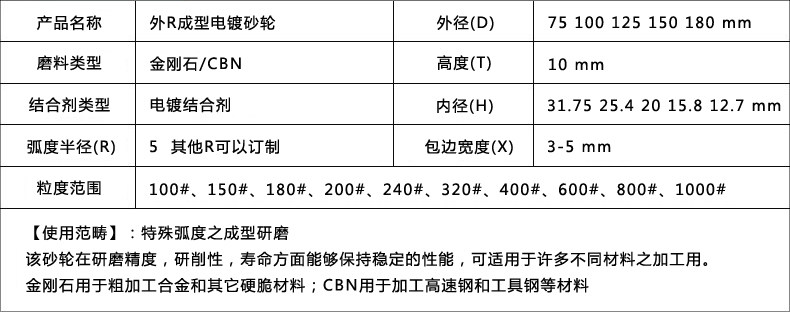
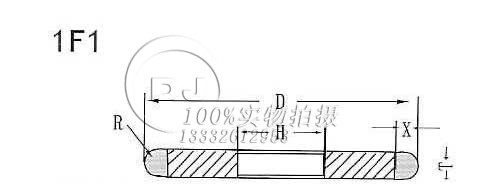
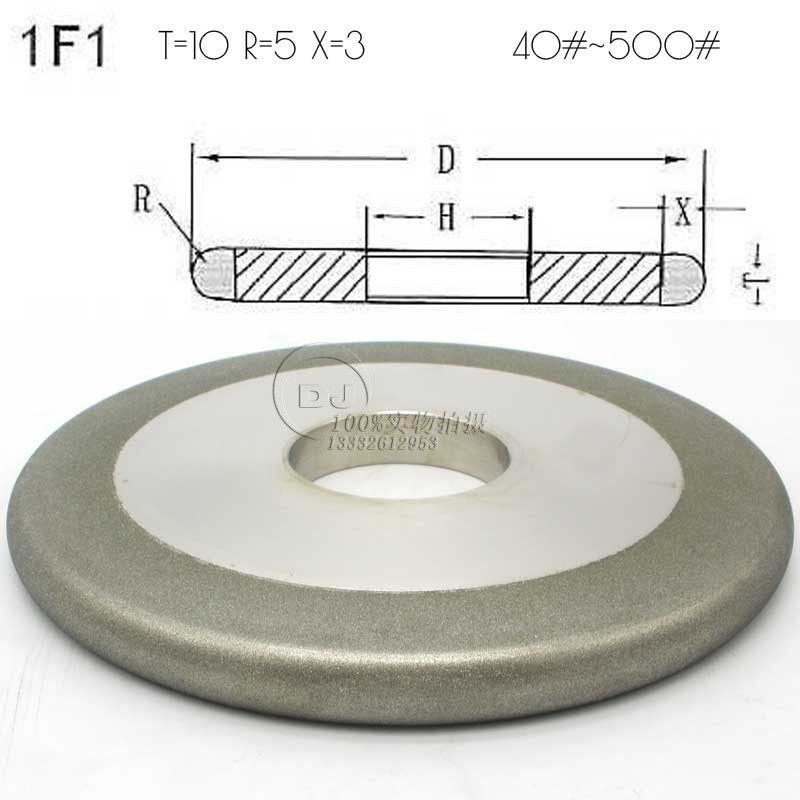
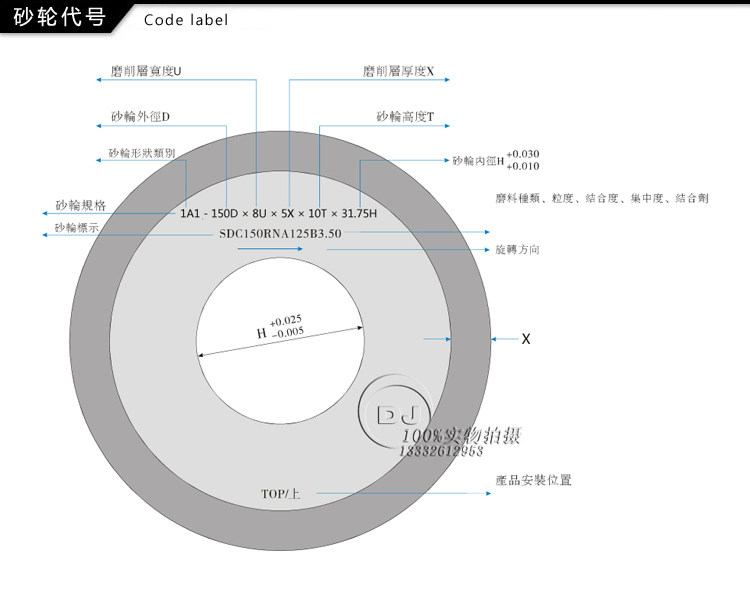
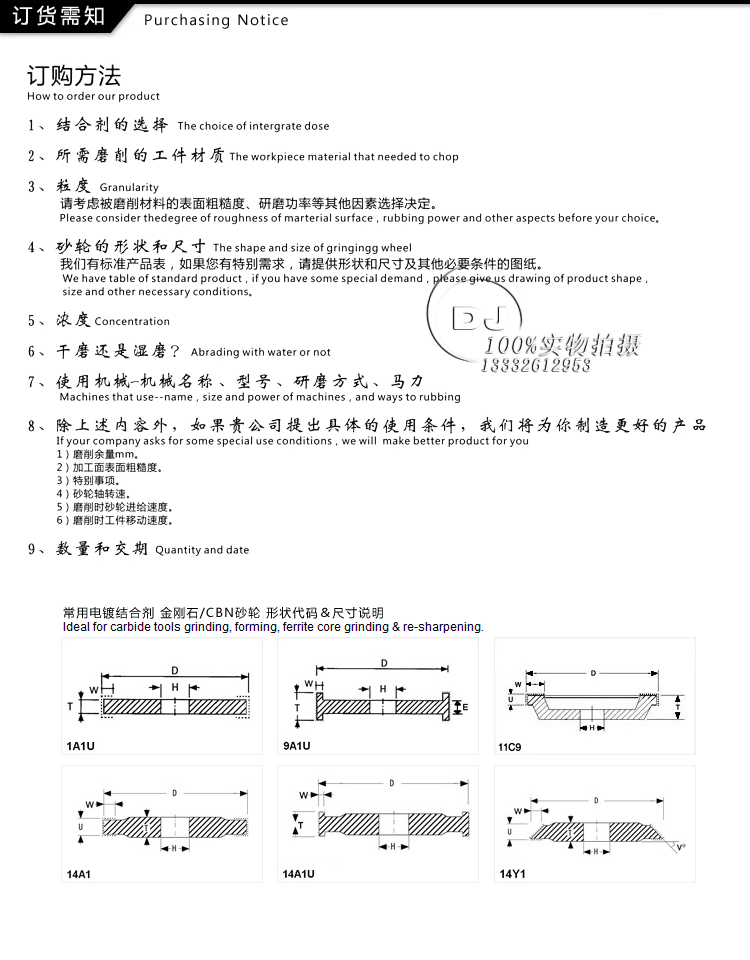
磨圆槽R角砂轮100D*10T*22H*5R*3X

产品描述


了解电镀金刚石砂轮之前,我们先来看下何为电镀?这道工序在电镀金刚石工艺中叫上砂。
上砂有以下方法:
1.埋砂法:适合小而简单的工件,比如磨头、牙钻等,方法是将工件基体不镀部位绝缘,需镀部位埋在砂中, 是垂直放置,尖头不尖而有一定面积的,尖头应该朝上,以便尖头部位也能镀上金刚石,还要注意砂层不要太厚,以便镀液容易循环;
2.撒砂法:将需镀表面朝上置于镀液中,用小勺或移液管将砂撒到上面,要撒得薄而均匀,厚度一般1-2毫米即可,如果是园面或不只一个面,则上完一个面后转动一定角度继续上砂;
3.落砂法:实际上这是另一种撒砂法,就是将砂先放进镀槽中,然后搅起,立即将工件放进去,砂自然沉降,落到需镀的表面上,也可用工件本身搅拌,上下移动,搅起砂子,然后停止搅动,平放工件,砂沉降到工件上面。了解了电镀的原理,下面我们来讲下电镀砂轮的构成:
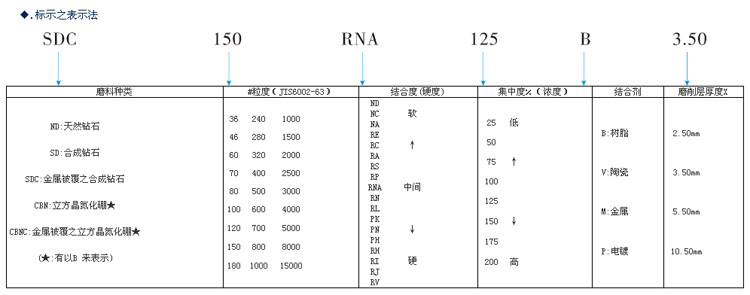
电镀金刚石砂轮是用电化学法制作的金刚石砂轮.砂轮工作层含有金刚石磨粒,金刚石磨料被金属结合剂粘结在基体上。首先沉积金属结合剂的厚度为金刚石磨粒高度的20%(上砂),然后继续用金属结合剂把金刚石磨粒粘结(增厚),厚度约为磨粒高度的2/3。包括金刚石修整砂轮,磨削或切削用金刚石砂轮。
电镀砂轮优点
①电镀工艺简单,投资少,制造方便;
②无需修整,使用方便;
③单层结构决定了它可以达到很高工作速度,现国外已高达250~300m/s;
④虽然只有单层金刚石,但仍有足够寿命;
⑤对于精度要求较高滚轮砂轮,电镀 制造方法。
正由于这些优势,电镀砂轮高速、超高速磨削占据着无可争议主导地位。电镀金刚石砂轮存缺陷:镀层金属与基体及磨料结合面上并不存牢固化学冶金结合,磨料实际上只被机械包埋镶嵌镀层金属,因而把持力小,金刚石颗粒负荷较重高效磨削易脱落(或镀层成片剥落)而导致整体失效;为增加把持力就必须增加镀层厚度,其结果磨粒裸露高度容屑空间减小,砂轮容易发生堵塞,散热效果差,工件表面容易发生烧伤。
使用注意事项
侧面磨削问题
在砂轮机的日常使用中,我们常常可以发现有的操作者不分砂轮机的种类、不分砂轮的种类,随意地就使用砂轮的侧面进行磨削,这是严重违反安全操作规程的违章操作行为。按规程用圆周表面做工作面的砂轮不宜使用侧面进行磨削,这种砂轮的径向强度较大,轴向强度很小,操作者用力过大时会造成砂轮破碎,甚至伤人,在实际的使用过程中应禁止这种行为。
正面操作问题
在日常的使用中,许多操作者总习惯正对着砂轮进行操作,原因是这个方向上能用上劲,其实这种行为是砂轮机操作中应特别禁止的行为。按操作规程,使用砂轮机磨削工件时,操作者应站在砂轮的侧面,不得在砂轮的正面进行操作,以免砂轮出故障时,砂轮飞出或砂轮破碎飞出伤人。
用力操作问题
在砂轮机的使用时,有些操作者,尤其是年青的操作者,为求磨削的速度快,用力过大过猛,这是一种极不安全的操作行为。任何砂轮的平身都有一定的强度,这样做很可能会造成砂轮的破碎,甚至是飞出伤人,也是一种应禁止的行为。
共同操作问题
在实际的日常操作中,也有这样的情况发生,有人为赶生产任务、抢工作时间,两人共用一台砂轮机同时操作,这是一种严重的违章操作行为,应严格禁止。一台砂轮机不够用的时候,可以采用添加砂轮机的办法解决, 不允许同时共用一台砂轮机。
重复翻新问题
郑重提示:由于翻新的砂轮要先把表面的镀层去掉,需放在药水里浸泡,可能会引起的基体腐浊、变形、孔径、过大等问题,若需方坚持以上情形可忽略而要求继续镀金刚石时,供方只负责镀砂面的质量,其它问题不负责,包括(尺寸,同心度,等各方面精度)。
对于翻新砂轮,我司建议翻新次数不超过两次 。






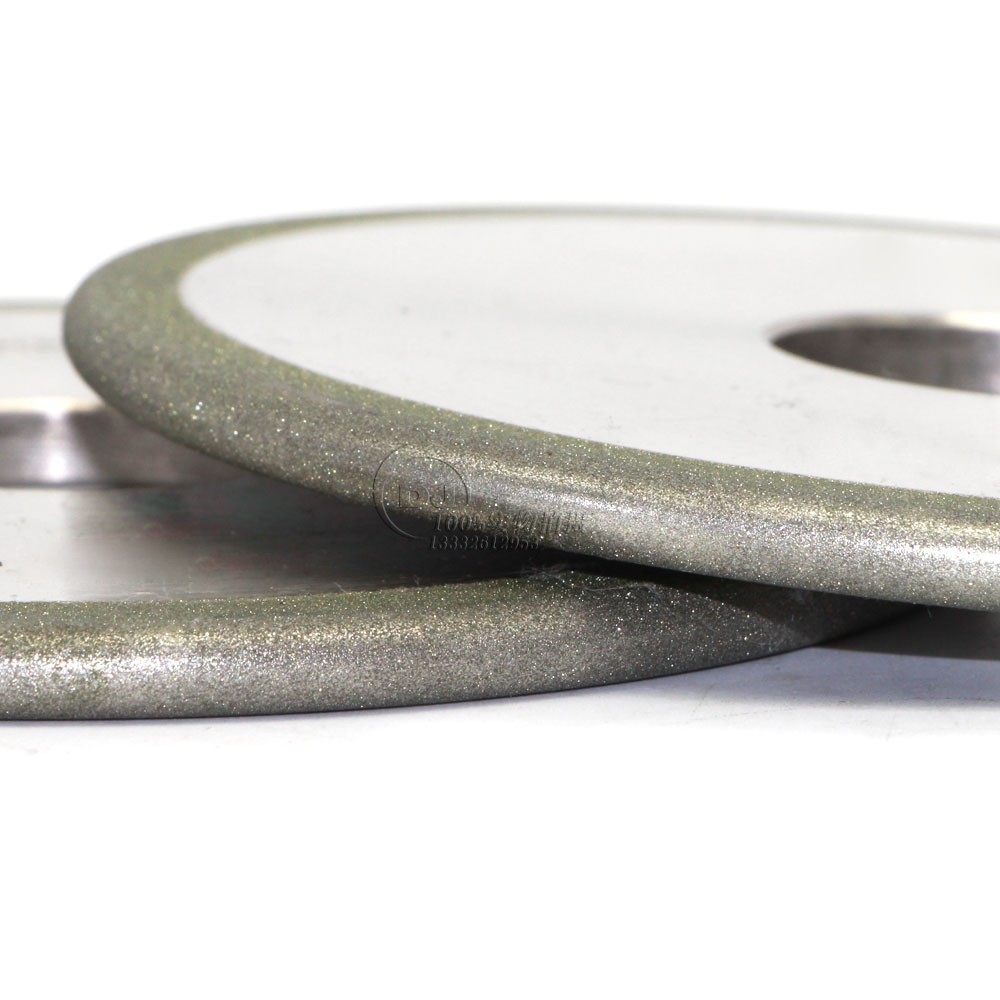










产品图片



